
FED1+: Feder-Suchlauf mit Punktewolke für vorgegebenem Einbauraum
Unter "Bearbeiten->Auslegung Einbauraum" kann man jetzt den Einbauraum der Feder eingeben (L1, L2, Demax, Dimin) sowie Größt- und Kleinstwert für die Federkräfte F1 und F2. Dann rechnet FED1+ ca. 20.000 mögliche Federn durch, das dauert weniger als eine Sekunde. Die Ergebnisse werden in einer Punktewolke angezeigt. Bei einem roten Kreuz ist keine Feder berechenbar oder die Blocklänge größer als die Einbaulänge, bei rotem Dreieck zu geringer Abstand auf Block, bei roter Raute ist die zulässige Schubspannung überschritten, bei gelbem Dreieck ist die Feder nicht dauerfest, bei lila "<" knickt die Feder, und bei grünem Kreis ist die Feder fehlerfrei. Wenn unterschiedliche Symbole übereinanderstehen liegt das daran, daß hier Federn mit gleichem Windungsverhältnis für unterschiedliche Federkräfte berechnet wurden.

Die optimalen Federn für folgende Eigenschaften werden dann in einer Liste angezeigt:

Mit einem Mausklick auf die Liste mit optimalen Federn nach verschiedenen Kriterien wird die angeklickte Feder berechnet und das Ergebnis angezeigt.

In der Quick3- und Quick4-Ansicht wird in Federstellung 2 der Einbauraum eingezeichnet.
FED1+: Schubspannungserhöhung bei Stoßbeanspruchung
Unter "Bearbeiten->Anwendung" kann man jetzt eine Stoßgeschwindigkeit v,st eingeben und daraus die Schubspannungserhöhung bei Stoßbeanspruchung berechnen nach EN 13906-1:
tau,st = v,st * SQRT(2E-3 * Dichte * Schubmodul G)
Für Federstahl beträgt demnach die Spannungserhöhung ca. 35 N/mm˛ bei 1 m/s.
FED1+, FED2+, FED3+, FED6: Goodman-Diagramm mit Toleranzband
Durch die Toleranzen von Federkräften bzw. Federmomenten können die Spannungen tauk1 und tauk2 bzw. Sigmaq1 und Sigmaq2 höher oder niedriger liegen. Das wird jetzt im Goodman-Diagramm als Toleranzband eingezeichnet, außerdem werden die zugehörigen Größt- und Kleinstwerte von Lastspielzahl und Lebensdauer berechnet.

Da sich der Hub in der Regel nicht ändert, bleibt die Hubspannung aber konstant. Somit macht es keinen Sinn, den theoretisch ungünstigsten Fall mit tauk1min bei (F1-tolF1) gegen tauk2max bei (F2+tolF2) zu berechnen. Da der Hub als konstant (Toleranz=0) angenommen wird, kann die kleinere Toleranz der beiden Federkräfte bzw. Federmomente für die Toleranzzone verwendet werden.
FED1+: Warnung "aW0 > d" für Sicherheitsfedern
Sicherheitsfedern sind Federn, deren Drahtdurchmesser nicht zwischen den Windungsabstand passt. Eine Sicherheitsfeder würde auch bei einem Bruch noch funktionieren solange das gebrochene Windungsende sich nicht zwischen dem nachfolgenden Windungsabstand der gebrochenen Restfeder "eindrehen" kann. Damit bleibt die Funktion des Sicherheitsschalters erhalten, auch wenn der Federweg sich etwa um den Weg 1x Sa verändern kann.

Unter "Bearbeiten->Berechnungsmethode" kann man jetzt ankreuzen, daß man eine Sicherheitsfeder konstruieren will. Dann erscheint eine Warnung "aW0 > d", wenn der Windungsabstand größer ist als der Drahtdurchmesser.
FED1+, FED2+, FED3+: Calc-Button für Basisdaten
Im Eingabefenster Basisdaten fehlte noch ein Calc-Button zur sofortigen Berechnung und Anzeige der Ergebnisse im Grafikfenster.

Federwerkstoffe – E-Modul aus Schubmodul berechnen
Ein Kunde hat gemeldet, das sich der E-Modul von 1.4310 und 1.4401 in der Federdatenbank unterscheidet von den Angaben in DIN EN 10270-3. Tatsächlich stimmt der Schubmodul G überein, aber der Elastizitätsmodul ist unterschiedlich, 190 statt 185 für 1.4310 und 185 statt 180 für 1.4401.
Nun steht aber in der Norm unter Index a, daß die Angaben für den Elastizitätsmodul E aus dem Schubmodul G berechnet wurden nach der Formel:
G = E/(2*(1+nue)) (in der Norm fehlen 2 Klammern).
Dann ist E = G*(2*(1+nue)) = G * 2,6 mit nue=0,3.
73000 * 2.6 ist aber 189.800 MPa.
Bei AGMA 18-8 steht sogar 193.000
Sandvik gibt für 12R10 auch 190.000 an, und 185.000 im Anlieferzustand.
Bei 1.4401 ist 71000 * 2,6 = 184.600 MPa. Die HEXAGON-Datenbankwerte sind augenscheinlich korrekt, weil sie viel besser mit den Umrechnungswerten und Herstellerangaben übereinstimmen als die EN-Tabellenwerte.
Die Daten der "neuen" Federstähle 1.4301, 1.4462 und 1.4539 nach EN 10270-3:2011 waren dagegen ungeprüft in die Datenbank übernommen worden. Die Daten von 1.4462 und 1.4539 sind schlüssig sowie identisch mit Datenblatt von Sandvik Springflex und Sandvik 2RK66.
Aber bei 1.4301 gibt es erhebliche Zweifel. Verglichen mit 1.4310 (X10CrNi18-8) ist die chemische Zusammensetzung ähnlich wie in 1.4301 (X5CrNi18-10). Der E-Modul von 1.4301 ist nach EN größer, aber der Schubmodul kleiner als bei 1.4310! Die errechnete Querzahl nue wäre hier demnach 0.4 statt 0.3. Der E-Modul von 190.000 MPa ist realistisch, der berechnete Schubmodul mit nue=0.3 wäre 73.000 Mpa, gleich wie für 1.4310.
Verwenden Sie sowohl 1.4310 als auch 1.4301 als Federwerkstoff? Mit dem G-Modul laut Norm müssten die Federkräfte bei 1.4301 ca. 7% niedriger sein als bei 1.4310. Wenn Sie genaueres wissen oder Meßwerte haben, bitte ich um Mitteilung. Gegebenenfalls müsste der G-Modul von 1.4301 in der Datenbank von 68.000 auf 73.000 MPa geändert werden.
Neues "CAD" Ausgabeformat STL
Bei allen Programmen wurden die CAD-Formate DXF und IGES um das STL-Format für Stereolithographie und 3D-Drucker erweitert. Zukünftig wird wahrscheinlich neben jedem Arbeitsplatz ein 3D-Drucker stehen, dann ist es vorteilhaft, wenn man auch schon direkt vom Berechnungsprogramm Modelle ausdrucken kann.
STL ist ein 3D Format und schon deshalb nicht für alle Zeichnungen geeignet. Geeignet ist es für Profilzeichnungen wie geradverzahnte Zahnräder, Zahnwellen- und Zahnnabenprofile. Auch für Profile aus TR1 und GEO1+, Nocken und Kurvenscheiben aus GEO4, unrunde Zahnräder aus ZAR4, Spiralfedern aus FED9.
Eine Schwierigkeit ist auch, daß bei den CAD-Formaten die Richtung nicht angegeben ist (ein Kreisbogen wird z.B. immer linksdrehend gezeichnet). Deshalb möglichst Polylinien verwenden.

ZAR1+, ZAR4, ZAR5, ZARXP, ZAR1W: Zahnräder aus dem 3D-Drucker
Aus den STL-Dateien von ZAR1+, ZAR5, ZARXP oder ZAR1W kann man mittels 3D-Drucker geradverzahnte Plastikzahnräder für Prototypen und Modelle herstellen. Welche Einstellungen und Toleranzen hier anzuwenden sind aufgrund von Hardware, Material, Düsendurchmesser, Verarbeitungstemperatur, Schrumpfung usw. muß man ausprobieren. Mit einem "Ultimaker 2+" mit PLA Filament klemmten die Zahnräder im Planetensatz mit der Flankentoleranz e25 (DIN 3967). Mit geändertem Toleranzfeld "a 29" liefen sie dann mit genügend Spiel. Bei unrunden Zahnrädern mit ZAR4 wird das Flankenspiel über den Achsabstand eingestellt.
ZAR1+, ZAR5, ZARXP, ZAR1W: STL Menü und Bohrungsdurchmesser Zahnrad
Für die Zahnräder kann ein Bohrungsdurchmesser eingegeben werden. Bei Hohlrädern ist das der äußere Kranzdurchmesser. Alle Zahnradprogramme erhielten ein STL-Menü, wo Zahnräder und Steg direkt ausgedruckt werden können. In ZAR5 kann auch ein einfacher Planetenträger für 3D-Druck generiert werden.
ZAR5: Lastaufteilungsfaktor K gamma
Für die ungleichmäßige Lastaufteilung von Sonnen- und Hohlrad auf die Planeten kann man jetzt einen Lastaufteilungsfaktor K gamma eingeben. Das erhöht Leistung und Drehmoment für die Berechnung der Paarung S-P und P-H: Tplanet = T / q * Kgamma.
Normalerweise kommt Kgamma erst zur Anwendung, wenn 4 oder mehr Planetenräder verwendet werden, für 3, 2 oder 1 Planetenrad ist Kgamma=1.
ZAR1+, ZAR4, ZAR5: Fehler in ISO 6336-2:2006
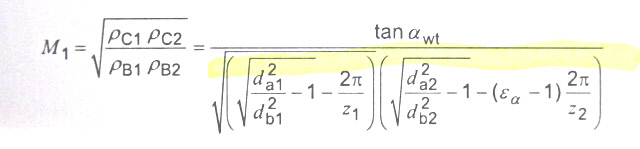
Die Länge der ersten Quadratwurzel unter dem Bruchstrich ist zu kurz gezeichnet in Gleichung (17) und (18) der ISO 6336-2 von 2006. Dadurch werden die Einzeleingriffsfaktoren ZB und ZD viel zu groß berechnet. In der alten ISO-Ausgabe von 1996 und in DIN 3990 war die Formel noch richtig.
Ein Kunde hatte reklamiert, warum für ein Planetengetriebe mit geradverzahnten Zahnrädern der Unterschied in der Berechnung nach DIN 3990 und ISO 6336 so groß sei. Der Faktor ZB war die Ursache. Die Faktoren ZB und ZD werden meist bei geradverzahnten Zahnrädern angewendet.
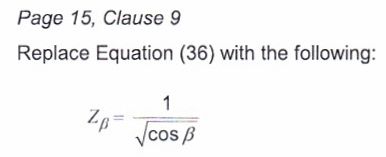
Eine weitere Änderung aus dem "Corrigendum 1:2008" wurde übernommen: Der Schrägenfaktor Zß wird nun auf einmal durch seinem Reziprokwert ersetzt. War Zß bisher immer kleiner als 1, ist es jetzt immer größer als 1.
WN7 – P4C Abmessungen direkt eingeben
Alternativ zur Auswahl von Datenbankgrößen nach DIN 32712 kann man jetzt auch eigene Abmessungen für ein P4C Profil direkt eingeben (Außenkreisdurchmesser, Innenkreisdurchmesser und Exzentergröße).
WN2, WN4, WN5, WN6, WN7, WN8, WN9, WN10: STL Menü

Die formschlüssigen Welle-Nabe-Verbindungen erhielten ein STL-Menü zum Drucken von Zahnwelle und Zahnnabe mit 3D-Drucker. Wo noch nicht vorhanden, wurde die Eingabe erweitert um Länge von Zahnwelle und Zahnnabe, Bohrungsdurchmesser der Welle (0=Vollwelle) und Außendurchmesser der Zahnnabe.
ZAR4 – Import DXF
Die Wälzkurve für ein Unrundzahnrad kann man jetzt auch als Polylinie von DXF-Datei laden.
Weiterhin kann aus Excel oder anderen Windows-Programmen eine phi-R Tabelle mit Polarkoordinaten der Teilkurve über Zwischenablage übernommen werden. Selbstverständlich kann man die phi-R Tabelle auch direkt in ZAR4 eingeben. Zwischenwerte interpoliert das Programm bei Bedarf.
Mit der DXF Importfunktion kann man z.B. in WN6 ein P3G Profil ausgeben als Polylinie, und dann mit ZAR4 einlesen als unrundes Zahnrad mit P3G Wälzkurve. Oder eine Kurvenscheibe oder ein Nocken aus GEO4 erhält so in ZAR4 ein Evolventenprofil.
GEO4 – Nockenprofil als STL-Datei
Im neuen Menüpunkt "STL" kann man das Profil von Nocken oder Kurvenscheibe als STL-Datei für 3D-Drucker ausgeben. Weil hierfür die Profilhöhe angegeben werden muss, kann man unter "Bearbeiten->Abmessungen Cam" die Breite von Nocken bzw. Kurvenscheibe angeben und bei Bedarf noch einen Bohrungsdurchmesser für eine hohlgebohrte Nockenwelle oder Kurvenscheibe.
GEO4 – Nockenkurve aus Polarkoordinaten
Die Nockenkurve kann nun auch als Tabelle von Winkeln und Kurvenradien einer Polylinie eingegeben werden. Zwischenwerte interpoliert das Programm bei Bedarf.

Aus Excel oder anderen Tabellenkalulationsprogrammen kann eine phi-R Tabelle mit Winkeln und Kurvenradien über Zwischenablage übernommen werden. Auch die Nockenkurve aus DXF-Import kann man sowohl mit x/y Koordinaten als auch mit Polarkoordinaten bearbeiten.
DXFMAN, HPGLMAN – Animation
Im neuen Animationsmodus wird der Bildaufbau verlangsamt. Dadurch kann man beobachten, in welcher Reihenfolge und in welche Richtung Linien, Kreisbogen und Kreise gezeichnet werden. Dies ist nützlich bei einer Konvertierung in CNC-Code oder Verwendung einer Kontur zum Fräsen, Drahterodieren, 3D-drucken usw.
Weil Kreisbogen und Kreise für die Zeichnungsdarstellung keine Richtung haben bzw. immer gegen den Uhrzeigersinn gezeichnet werden, sollte bei der Zeichnungserstellung immer in Polylinien gezeichnet werden, falls die Kontur für CNC, Drahterodieren, 3D-Drucker etc. verwendet werden soll.
Bei der Animation sollte man das Zeitintervall zwischen zwei Punkten nicht zu groß wählen. Selbst bei nur 1 Millisekunde erhöht sich die Ablaufdauer leicht um das tausendfache.
DXFMAN, HPGLMAN – STL konvertieren
2D-DXF und HPGL-Dateien kann man jetzt auch in STL Format konvertieren.
DXFMAN, HPGLMAN – Konvertierte Datei öffnen
Mit "Exec Viewer" kann man nach der Konvertierung die konvertierte Datei automatisch von dem Programm öffnen lassen, welches mit der Dateiendung verknüpft ist.
SR1+: STL Menü: Klemmplatten und Kreisflansch ausdrucken
Modelle von Klemmplatten und Kreisflansch kann man am 3D Drucker ausgeben. Ein STL-Menü gibt es auch in GEO1+ und TR1 für Profile, FED9 für Spiralfedern und FED10 für Formfedern.

CAD oder STL Programm automatisch starten
Wenn Sie eine DXF- oder IGES-Datei für CAD generiert hatten, mussten Sie anschließend Ihr CAD Programm starten und die gespeicherte CAD-Datei suchen und laden.
Jetzt können Sie auch unter "Datei->Einstellungen->CAD" die Einstellung "Exec CAD App ?" ankreuzen und speichern, dann wird immer das mit der Dateiendung (dxf, igs, txt) verknüpfte Programm gestartet und die generierte CAD-Datei geladen.

Kreisbogen als Polygon ausgeben
Für die Ausgabe als IGES, STL, oder TXT-Datei kann man jetzt konfigurieren, ob Kreisbogen als solche ausgegeben werden, oder gleich in Linienzüge (Polygon) umgewandelt werden (Polyline->Arc). Falls eine Profilzeichnung in CNC oder 3D-Drucker konvertiert werden soll, kann dies vorteilhaft sein, weil Kreise und Kreisbogen immer im Gegenuhrzeigersinn gezeichnet werden. Die Auflösung in mm kann konfiguriert werden.
Warnungen nicht anzeigen

Hinweise und Warnungen welche lediglich darauf hinweisen, das ein empfohlener Bereich verlassen wurde, wirken im Ausdruck manchmal störend und können deshalb unterdrückt werden. Bei einigen Programmen war dies schon unter "Berechnungsmethode" möglich, jetzt geht das auch unter "Datei->Einstellungen->Einstellungen". Fehlermeldungen und wichtige Warnungen werden aber immer angezeigt und können nicht unterdrückt werden.
Fenstergröße und Dialogelementgröße automatisch anpassen
Wenn man die Bildschirmauflösung oder die Textgröße ändert, muß man im Berechnungsprogramm die Fenstergröße, Dialogfenstergröße und Dialogelementegrößen mitändern, sonst erscheinen Eingabefenster mit Scrollbalken und das Berechnungsprogramm wird zu groß oder zu klein abgebildet. Jetzt kann man Fenstergröße und Dialogelementgröße auch auf automatisch anpassen. Bei der Fenstergröße kann man wählen, ob das Fenster in maximaler Größe oder im Verhältnis 4:3 dargestellt wird. Bei WideScreen-Bildschirm (16:9, 21:9) in maximaler Größe ist die Breite länger als 3/4 Höhe, dadurch werden Zeichnungen verzerrt dargestellt (Kreis wird Ellipse). Standardeinstellung ist "max 4:3" bei der Fenstergröße und "Automatisch" bei der Dialogelementegröße.
Invalid License code ohne Änderung
Einen neuen Schlüsselcode braucht man normalerweise nur, wenn Computer oder Festplatte ausgetauscht wird. Wenn Ihre HEXAGON Software scheinbar grundlos nicht mehr läuft, wurden höchstwahrscheinlich auf der Festplatte Partitionen verändert. Dann sollten Sie eventuell prüfen, ob ein Spy-Programm eine versteckte Partition eingerichtet hat, um dort ungestört Daten zu sammeln. Auch bei Umstellung auf Windows 10 werden bisweilen Partitionen verändert. Wenn die Software nicht mehr läuft, löschen Sie die .cod-Dateien. Dann nochmal starten und neuen key code request absenden.
DBFCOMP neue Version
Das alte DBFCOMP Tool zum verknüpfen von selbsterweiterten dbf-Dateien funktionierte noch nach dem alten Prinzip, daß die Datenbank über das erste Feld indiziert wurde und dieses erste Feld nur einmal vorkam. Mittlerweile werden die Datensätze meist über die Datensatznummer identifiziert, dadurch gibt es keine Probleme bei selbstdefinierten Erweiterungen der Datenbank mit gleichen Größen oder gleichen Namen.
Das DBFCOMP Tool können Kunden kostenlos im Kundenbereich herunterladen.